|
|
| О ПРЕДПРИЯТИИ | |
| ПРОДУКЦИЯ | |
| Сварочное оборудование | |
| Газорезательное оборудование | |
| Устройства автоматизации | |
| УСЛУГИ | |
| ПРОИЗВОДСТВО | |
| СЕРТИФИКАТЫ | |
| ТЕХПОДДЕРЖКА | |
| НОВОСТИ | |
| ЗАКАЗ | |
| ПРЕДСТАВИТЕЛИ | |
| ПОТРЕБНОСТИ | |
| НЕЛИКВИДЫ | |
|
Главная | Блог | Карта сайта |
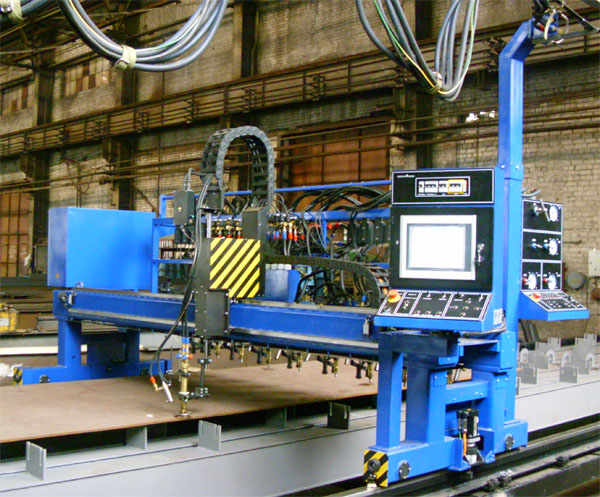 |
Машина «Кристалл-ППлКП-2,5» предназначена для автоматической резки листового металла при помощи плазменного и газокислородного процесса с использованием системы программного управления в условиях соответствующих климатическому исполнению УХЛ4 по ГОСТ 15150. В систему программного управления входит:
Машина «Кристалл-ППлКП-2,5» предназначена для обработки листа с габаритами 2 500 x 8 000мм. По заказу потребителя машина может иметь другие габариты обрабатываемого листа. Машина может работать как в поточных линиях так и автономно. Работа машины может производится по программе, записанной на флеш-карте, EHERNET-сети, заданной с Power Panel PP-420.
|
Стоимость машины зависит от выбранной конфигурации. Читайте рекомендации, чтобы правильно подобрать конфигурацию машины, наиболее точно отвечающую вашим требованиям. Состав машины: В состав машины термической резки «Кристалл-ППлКП-2,5» черт. КСКД 123.000.00, входят следующие сборочные единицы:
Стол для плазменной резки в состав машины не входит, предприятие передаёт лишь чертежи для самостоятельного изготовления. |

Технические характеристики
| Наименование параметров | Значение |
| Класс точности машины по ГОСТ 5614-74, мм | 1 |
| Кинематическая точность МТР при контрольном прочерчивании: | |
| - для координатной (фигурной) резки | ±0,35 |
| - для резки полос | ±0,25 |
| - максимальное отклонение от прямолинейности на одном рельсе не более | ±0,16 |
| - предельные отклонения вычерченного контура по диагоналям, в местах захода на контур и на длине свыше 8000мм. | ±0,7 |
| - максимальный выбег на углах контура | не более 1мм на длине 5мм |
| - «размыв» линии при многократном прочерчивании, не более | ±0,35 |
| Скорость перемещения МТР, (мм/мин) | 10…8000 |
| Наибольшая длина обрабатываемого листа, мм | 16 000 |
| Наибольшая ширина обрабатываемого листа, мм | 2 500 |
| Наибольшая ширина разрезаемых полос, мм | 200 |
| Диапазон толщин обрабатываемых листов, мм: | |
| - при прямолинейной одновременной резке 9 резаками | 5 - 40 |
| - при прямолинейной одновременной резке 6 резаками | 5 - 60 |
| - при прямолинейной одновременной резке 4 резаками | 5 - 100 |
| - при координатной резке с пробивкой на листе | 5 - 60 |
| - при координатной резке с кромки листа | 5 - 100 |
| Количество кареток, шт.: | |
| - для координатной резки | 1 |
| - для резки полос | 9 |
| Количество кареток, шт: | |
| - для координатной резки | 1 |
| - для резки полос, в том числе для поворота резаков на угол 45° | 9/4 |
| Величина вертикального хода суппорта (резака), мм | 150 |
| Время подъема суппорта (резака) на максимальную величину вертикального хода, не более, с | 8 |
| Точность поддержания высоты резака над листом, мм | ±1,0 |
| Тип и количество стабилизаторов высоты резака: | |
| - емкостных на координатной резке | 1 |
| - механических на каретках для резки полос | 9 |
| Поджог резаков | автоматический |
| Напряжение питающей сети, В | 380 +5%, -10% |
| Максимально потребляемая мощность, кВт | 3 |
| Давление рабочих газов на входе в магистраль МТР в соответствие с ОСТ 5.9526, наибольшее, МПа (кг/см2): | |
| - кислород | 1,5 (15) |
| - метан | 0,07 (0,7) |
| Расход рабочих газов для кислородной резки углеродистых и низколегированных сталей при толщине 40 мм, в соответствии с ОСТ 5.9526, наибольший, м3/с (л/мин): | |
| - кислород | 0,0558 (3350) |
| - метан | 0,0057 (340) |
| Количество пультов управления для координатной и прямолинейной резки | 2 |
| Место оператора непосредственно на машине | отсутствует |
| Наличие системы температурной стабилизации, обеспечивающей температуру в зоне электронных узлов не ниже, °С | -10 |
| Габаритные размеры, мм: | |
| а) исполнительный механизм: | |
| - длина (вдоль рельсового пути) | 1850 |
| - высота (над поверхностью качения) | 2310 |
| - ширина | 4100 |
|
Гарантии Кристалл-Сервис гарантирует соответствие машины требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, хранения, транспортирования и монтажа. Условия эксплуатации изложены в инструкции по плазменной резки, которая идет в составе технической документации оборудования. Гарантийный срок эксплуатации машины – один год со дня пуска в эксплуатацию, но не более 15 месяцев со дня отгрузки заказчику. Условия поставки и оплаты Предоплата в размере 90% стоимости контракта в течение 5 банковских дней, после подписания контракта. В стоимость контракта включена стоимость машины (90%) и стоимость пуско-наладочных работ (10%). Стоимость пуско-наладочных работ в размере 10% стоимости контракта Заказчик оплачивает в течение 10 банковских дней после подписания акта о приемке пуско-наладочных работ на площадях Заказчика. Машина поставляется в течение 90 календарных дней с момента зачисления аванса на расчётный счёт. |
Другие машины термической резки |
Другие комплектующие |
|
Рабочий газ для плазменной резки имеет первостепенное значение. Плазменная резка была создана и первоначальное развивалась на использовании аргона в качестве рабочего газа. Аргон имеет ряд положительных качеств. Он уменьшает износ и обеспечивает продолжительную работу вольфрамового электрода. Он мало изнашивает и сопло плазматрона. В аргоне ввиду малой его теплопроводности и теплоёмкости легко зажигается и устойчиво горит дуга при сравнительно низких напряжениях, что облегчает выполнение требований техники безопасности. Аргон не реагирует с разрезаемым металлом и не загрязняет его. Наряду с перечисленными аргон имеет и существенные недостатки. Это — одноатомный газ, его молекула состоит из одного атома и не может диссоциировать при нагреве. Поэтому аргон может воспринимать тепло только за счет теплоёмкости (очень малой, всего 0,125 кал/кг * град) и запас тепловой энергии в аргоне даже при высоких температурах незначителен. Этот малый запас тепла плохо передается металлу, так как аргон отличается и низкой теплопроводностью. В результате производительность резки сравнительно низка, значительно ниже, чем при других газах. Кроме того, аргон дорог, а расход газов при резке значителен. Остальные инертные газы, в том числе гелий, вообще для резки недоступны по причине дефицитности и высокой стоимости. Значительно эффективнее для резки использовать двухатомные газы. Такой газ при нагреве диссоциирует с расщеплением молекулы на два свободных атома. Диссоциация поглощает много тепла, на поверхности металла при охлаждении газа идет обратный процесс объединения двух свободных атомов в двухатомную молекулу; при этом энергия, затраченная на диссоциацю, освобождаетсяи передается металлу, нагревая его. Таким образом, диссоциированный, или атомарный газ содержит большой запас энергии и легко передает её металлу. Из двухатомных газов большого внимания заслуживает водород, он имеет очень высокую теплоёмкость (3,4 кал/кг * град) и высокую теплопроводность. Он легко диссоциирует при нагревании, переходя в атомарную форму и поглащая большое количество энергии (52000 ккал/кг), и легко отдает её металлу, быстро нагревая его. Плазменная струя водорода является особенно «горячей», расплавляет и режет металл быстрее, чем другие газы. Одновременно она усиливает износ сопла. Принято считать, что водородная плазма слишком горяча и применяют водород не в чистом виде, а в смеси с аргоном или азотом. Правда, у водорода есть существенный недостаток — его взрывоопасность в смеси с воздухом. В этом плане больший интерес может представлять азот. Он пригоден для плазменной резки после достаточной очистки, которая делает его уже довольно дорогим газом. Недостаточная очистка вызывает быстрый износ электрода. Производительность резки на азоте ниже, чем на водороде, его молекула прочнее и диссоциация получает меньшее развитие, а теплопроводность азота в несколько раз меньше, чем у водорода. Недостатки, присущие каждому из газов, вызвали применение так называемого двойного газа. В плазмотрон подается два независимых потока газа. Один меньший, называемый защитным, омывает электрод и защищает его от окисления. В качестве защитного газа применяют обычно аргон. Второй газ, рабочий или плазмообразующий, подается в большом количестве, составляя основную часть общего газового «коктейля», выходящего из резака. Причем, в качестве рабочего газа может применяться обычный воздух или дешевый технический азот. Оригинальную систему плазмообразования предложил чешский инженер Миклоши. В плазмотроне его системы часть охлаждающей воды направляется в активную зону, где вода испаряется и превращается в плазмообразующий газ, состоящий из водорода и кислорода, и некоторого количества окиси углерода, получаемой от сгорания угольного электрода, применяемого в этом плазмотроне и непрерывно подаваемого в дугу по мере сгорания. |